目录
液压缸密封分类
静密封失效分析
动密封失效分析
导向元件失效分析
总结
液压缸密封分类
液压缸密封主要分为:
A,静密封
B,动密封
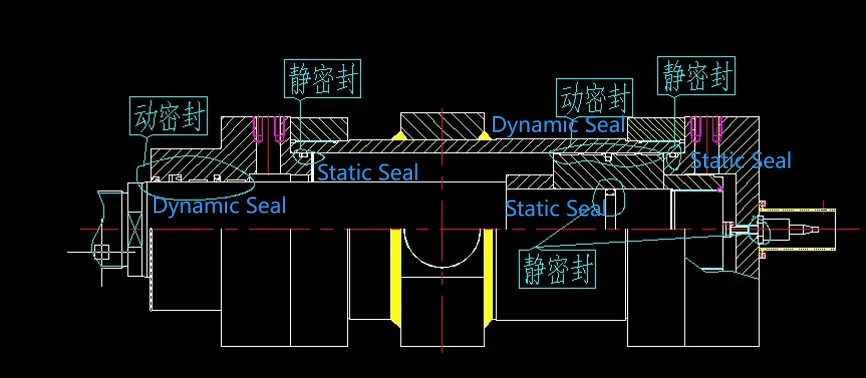
静密封失效分析
静密封: 相对静止的结合面之间的密封件称为静密封。
静密封分类:
静密封分为很多种,在液压缸应用中,用的最频繁的就是O形密封圈。换句话说,液压缸静密封失效分析,主要就是O形圈的失效分析。
在液压缸应用中导致0形圈失效主要有以下几种情况:
1.永久变形
由于O形圈密封圈用的合成橡胶材料是属于粘弹性材料,所以初期设定的压紧量和回弹堵塞能力经长时间的使用,会产生永久变形而逐渐丧失,最终发生泄漏。而这种永久变形和弹力消失是O形圈失去密封性能的主要原因,以下是造成永久变形的主要原因:
- 压缩率过大
- 工作压力过大
- 温度过高
- 材料永久变形率过高
防止措施:选择低变形率的材料;合适的沟槽设计,确认液压缸工况
2.挤出
- 被密封的零件存在着几何精度(包括圆度、椭圆度、圆柱度、同轴度等)不良、零件之间不同心以及高压下内径胀大等现象,都会引起密封间隙的扩大和间隙挤出现象的加剧。
- O型圈的硬度对间隙挤出现象也有明显的影响,O型圈材料硬度越小,则O型圈的间隙挤出现象越严重。
- 压力过高或者高压力时没有使用挡圈,都会出现间隙挤出现象。

防止措施:保证零件的加工精度和刚度、可提高材料硬度、选择合适的配合间隙或增加挡圈
3.磨损
- 表面的粗糙度是影响O形圈表面摩擦与磨损的直接因素。一般来说,表面越光洁,摩擦与磨损就越小,所以滑动表面的粗糙度数值往往很低(Ra0.2~0.050μm)。但是,试验表明,表面粗糙过低(Ra低于0.050μm)又会给摩擦与磨损带来不利的影响,因此要选择适当的表面要求。
- 温度过高且灰尘多、密封环境渗入污物密封件产生相对运动或者密封件表面处理不够干净,都会导致密封件磨损而出现密封件失效。

防止措施:使用推荐的沟槽光洁度,使用可自我润滑的材料,清除造成磨损的部件和环境
4. 预压缩量
O形圈安装在沟槽里,为保证其密封性能,应预留一个初始压缩量。对于不同的应用场合,相对于截面直径W的预压缩量也不同。通常,在液压缸静密封中约为13%~30% .
防止措施:选择合适的预压缩量
5. 老化
温度超出预计温度或者温度变化过快过频繁,都会导致密封件出现裂纹而老化
防止措施:更换耐高温密封件材料
6. 软化
橡胶材料不适应密封介质,导致O形圈软化
防止措施;选择与介质相适合的材料
7. 安装时造成损坏
由于零件倒角不适宜和装备人员失误,或O形圈尺寸选择不合理,过盈量太大,密封件硬度或弹性过低等造成O形圈被剪切,造成密封失效。

防止措施:清除锋利边角.、沟槽设计更加合理.选择尺寸合适的密封件,选择弹性更大硬度更高的密封件.
动密封失效分析
动密封: 相对运动结合面之间的密封件称为动密封
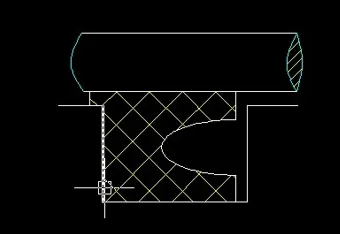
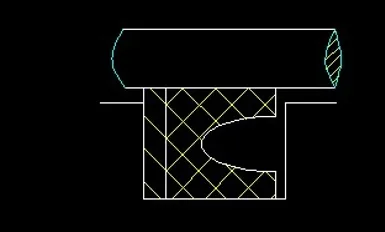
动密封分类:
动密封按接触形式分为接触式密封和非接触式密封,在液压缸应用中主要是接触式密封(唇形密封圈、挤压形密封圈、旋转唇形密封圈)
在液压缸应用中,动密封失效情况主要有以下几种情况:
1.密封挤入间隙
过高的系统压力和配合间隙设计过大,导致密封挤出损伤。
防止措施:为了防止密封被挤出,通常会增加挡圈或者选择合适的配合间隙,或提高材料的硬度。
2.外来杂质损伤
由于装配时,装配人员未清洗干净,导致液压缸存在金属铁屑,导致液压缸零件被拉伤,密封件被损坏。

防止措施:装配前彻底检查,清洗干净零件,不允许有任何杂质进入
3.不适用的材料、温度、压力、介质的选择
选择不合适的材料 温度 压力 介质,密封圈将会出现硬化 老化 软化 等现象,直接导致密封件泄露。
防止措施:选择更加适合的材料
4.背压损伤
成对装的密封件在往复运动时,由于泄露,而在两个密封圈之间形成困油而产生背压,从而损坏密封件。通常消除密封件背压的方法是设泄露孔等。

防止措施:在活塞头靠经唇口侧加开泄 压孔或者改用组合类双作用密封
5.配合面的材质和表面粗糙度的影响
- 轴或者缸的表面粗糙度对密封性能影响很大,其表面粗糙度Ra应不大于0.32μm,但表面粗糙度Ra也不能小于0.08μm推荐配合面表面粗糙度值 Ra0.08~ Ra0.32μm之间 。
- 配合面的材质对O型圈的寿命也有影响。滑动表面材质的硬度越大、耐磨性越高、保持光洁的能力就越强,O型圈的寿命也就越长。这也是液压缸活塞杆表面镀铬的重要原因。
6.安装时造成的损坏
安装密封件事可能触及孔和轴的端部需倒角15~20°,以防止 密封面被损坏,造成密封件漏油。
7. 磨粒磨损
当密封的间隙具有相对运动时,工作环境中的灰尘和沙粒等被粘附在活塞杆表面,防尘圈未能起到很好的防尘,因此随着活塞杆的往复运动与油膜一起被带入缸内,成为侵入密封圈表面的磨粒,密封圈的磨损,以致其失去密封性。
导向元件失效分析
1.导向带分层剥离
1、导向带纤维增强层的粘合可能有问题,粘合力不够;油缸工作时被横向整片剥离。
2、导向带自润滑性不好,与缸体摩擦力过大使横向的剪切力过多地集中于导向带自身。

解决方案:使用支承力更强,自润滑性能良好的支承带。
2.导向带龟裂、咬边
油缸的侧载力达到的导向带的耐压极限,长期在高压力下工作会使导向带快速出现老化及失效
解决方案:使用承压能力更高的导向带或多使用几道导向带
3.导向带断裂
缸径过小还使用整卷的导向带, 酚醛树脂导向按工艺不同分为“环状”和“带状”两种;环状在致密性及结构稳定性方面都比带状好,生产成本及通用性方面比带状的差,缸径过小时使用导向带由于需要过度弯曲容易破坏材料内部结构,留下隐患。

解决方案:一般缸径小于Φ100mm时不能使用导向带,要改用导向环。
总结
造成密封失效原因归纳主要两点:
1,密封设计错误
设计错误通常是由於设计人员对产品认识不足造成的,比如对密封件选取的压力错误、材料选择的错误、 密封间隙和公差的选择、安放密封件沟槽的设计不合理。
2.密封件应用不当
一个好密封件,如果使用不当,会造成整个产品失效,比如
安装错误、使用温度太高或者太低、安装失误造成等等 。
如果您想对您现有密封件产品进行评估更换或改进,TYS密封件是您明智的选择,TYS不但提供 密封件产品 更重要的是能为您提供合适的密封解决方案,从而帮助您快速寻找适合您对的密封件,TYS密封件大量的库存以及与全球顶级供应商的长期合作关系 能够以最快的生产速度获得最高质量的密封件。 详情可联系TYS团队。